仪征高性能低烟无卤造粒机厂家
发布时间:2022-04-08 01:13:14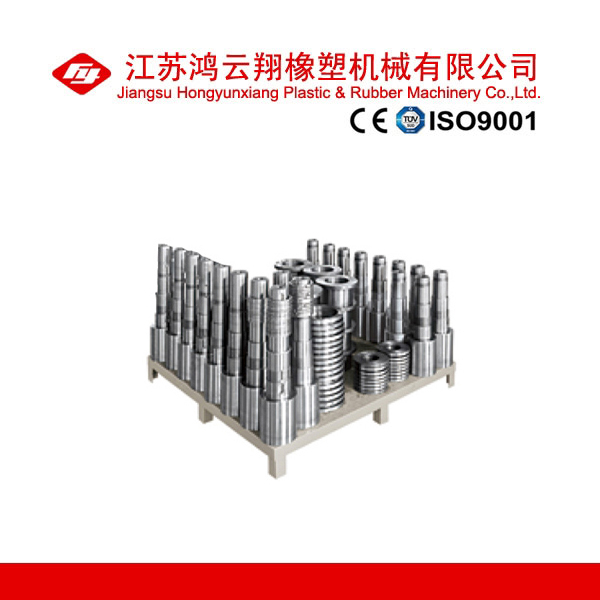
仪征高性能低烟无卤造粒机厂家
具有可靠性高,螺杆压缩机零部件少,易损件少,以及寿命长等优势,一般双螺杆造粒机的大修间隔期可达6~10万h。双螺杆造粒机动力平衡好,螺杆压缩机没有不平衡惯性力,机器可平稳地高速工作,可实现无基础运转。适应性强,螺杆压缩机具有强制输气的特点,容积流量几乎不受排气压力的影响,在宽广的范围内能保持较高的效率,在压缩机结构不作任何改变的情况下,双螺杆造粒机适用于多种产品。

仪征高性能低烟无卤造粒机厂家
从全体上说平行双螺杆挤出理论的研讨尚处于初始阶段,这便是所说的"技艺多于科学".从它的挤出进程的研讨,大约分三个环节:聚合物在挤出进程中物态改动规矩,运送原理固体熔体的运送 排气底细和规矩,树立起数学的物理的模型,用来辅导双螺杆挤出机的规划和挤出进程的优化。要弄清楚两种以上的聚合物及物料在挤出进程中物态改动真实情况,混合形状,结构改动的进程,以及较终混合物与功能的联络。做为双螺杆挤出机,挤出反应成型时的反应进程、速度、功能与螺杆构型、操作条件之间的内在联络,树立模型,用来辅导反应成型挤出。
仪征高性能低烟无卤造粒机厂家
pvc造粒机使用时的注意事项介绍:开机前,先加热约45分钟左右。把温度调高至能用手拉马达三角带,以正常的旋转方式连续拉8~10次。接着继续加热约10分钟,然后打开电源,但是由于正常生产需要持续补充热量,所以要继续加热,根据塑料的不同特性调节不同温度。塑胶制粒机在正常运行时,温度应保持稳定,不能有高低之分。放气孔附近,直至头部部位温度维持在200℃左右(指丙烯,乙烯)。进料均匀,不出现缺料现象。在启动之前,先加热大约45分钟。把温度调高至能用手拉马达三角带,以正常的旋转方式连续拉8~10次。接着继续加热大约10分钟,然后打开电源,但要继续加热,因为正常生产需要持续补充热量;根据塑料的不同特性调节不同温度。塑胶制粒机在正常运行时,温度应保持稳定,不能有高低之分。放气孔附近,直至头部部位温度维持在200℃左右(指丙烯,乙烯)。进料均匀,不出现缺料现象。机器进料速度与进料速度应配合适当。影响了该颗粒的质量和产量。停车时,主机应切断电源。取下端子(带扳手部分)封口。在下次使用之前要单独加热。
仪征高性能低烟无卤造粒机厂家
塑胶产品给我们的生产和生活提供了许多便利,这是好的方面,又是我们生活中较大的污染源之一,它不会被自然降解,而PE塑料造粒机的出现则很好地解决了这一问题,实现了废旧塑料的回收利用。那废旧塑料在塑料颗粒机中如何焕发新的生机?下面我们来具体了解一下:塑料加入料斗后,由料斗顺利地落到螺杆上,被螺杆螺纹咬住,随着螺杆的旋转被螺纹强制往机头方向推进,构成一个机械输送过程。塑料自加料口往机头运行时,由于螺杆的螺纹深度逐渐减小, 也由于滤网、分流板和机头等阻力的存在,在塑化过程中形成很高的压力,把物料压得很密实,改善了它的传导热性,有助于塑料很快融化。同时,逐渐增高的压力使原来存在于料粒之间的气体从排气 孔排出。

仪征高性能低烟无卤造粒机厂家
西门子电机。您的双螺杆挤出机需要能量来加电。这种能量来自电动机。电动机将电能转换为机械能。正是这种机械能使双挤出机中的所有操作都能利用。根据双螺杆挤出机的尺寸,有不同类型和型号的电动机。电动马达。因此,如果您的产量相对较小,您的双螺杆挤出机将配备一个小型电动马达。另外需要注意的是挤出机消耗的能量取决于电机的大小。加热器。加热器的功能是为管提供热量。正是这种热量加热了桶体,从而使树脂熔化。加热器通常沿着桶,因此发生热传导。根据温度要求和应用,存在不同类型的加热器。

仪征高性能低烟无卤造粒机厂家
了解双螺杆挤出机的工作原理后,了解可用的型号及其规格非常重要。以下详细介绍了可用于帮助您为生产选择合适挤出机的型号规格。在我们开始之前,您需要了解双螺杆挤出机型号的独特特性。即所有挤出机都有两个螺钉,中心高度为1000mm。SJSZ-45使用这个型号,你会发现它的电机功耗为15kW,机筒加热功率为12kw。该型号转速为45rpm,螺杆效果长度为985mm。您会注意到它的螺杆直径为45 / 90mm,这使您的生产能力达到120kg / h。您不能忽略此挤出机的重量和尺寸。 SJSZ-45型号重2800千克,尺寸为3.3 * 1.2 * 2.1。