临海优质PVC电缆料造粒机厂家
发布时间:2024-03-25 00:57:43
临海优质PVC电缆料造粒机厂家
双螺杆挤出造粒机的计量区。一旦聚合物熔化完成,它们就通过具有筛网的破碎板离开挤出机。这些筛有助于从熔融聚合物中除去杂质。在此也发生了在熔化区不熔化的颗粒的熔化。这确保了熔融树脂的均匀性。如果要实现塑性均匀性,可以控制屏幕的数量和屏幕的孔隙率。同样在这里,熔融聚合物以直线排出,从而消除了对聚合物的螺旋效应。该部分的压力很高,使得熔融聚合物能够连续挤出并形成形状。有空气泵送以防止塑料产品坍塌。

临海优质PVC电缆料造粒机厂家
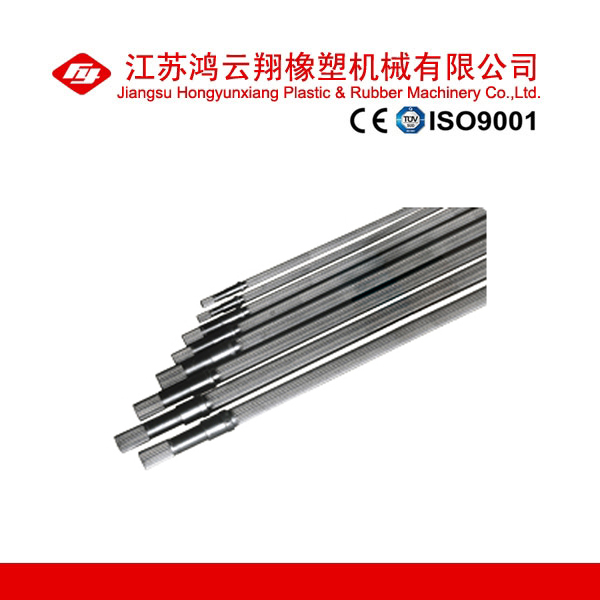
1、双螺杆挤出机先加热机筒至机筒内残余物料的成型温度;2、升温至成型温度后,趁热拆下机头,整理机筒孔端及螺杆端部的物料;3、封闭电源,拆下机头上的测压、测温元件及加热器;4、平行双螺杆挤出机松开两套筒联轴器,根据螺杆轴端的紧定螺钉类型,观察并记住两螺杆尾部花键与标记;5、拆下两螺杆头部的紧定螺钉,注意为左旋螺钉,采用螺杆拆下的专用工具,将两螺杆同步缓慢向外抽出一段,并用铜丝刷或铜铲将螺杆表面的物料趁热迅速清除; 6、同向双螺杆挤出机将螺杆悉数抽出,平放在木板上,卸下螺杆拆开工具,趁热拆下并整理螺杆元件,若是物料渗入螺杆心轴致使螺杆元件拆开困难,可用木锤或铜棒沿螺杆元件四周悄悄敲击,松动后再取出元件。假如仍然取出困难,有必要重新放入机筒内加热,待物料熔融后即可趁热卸下。
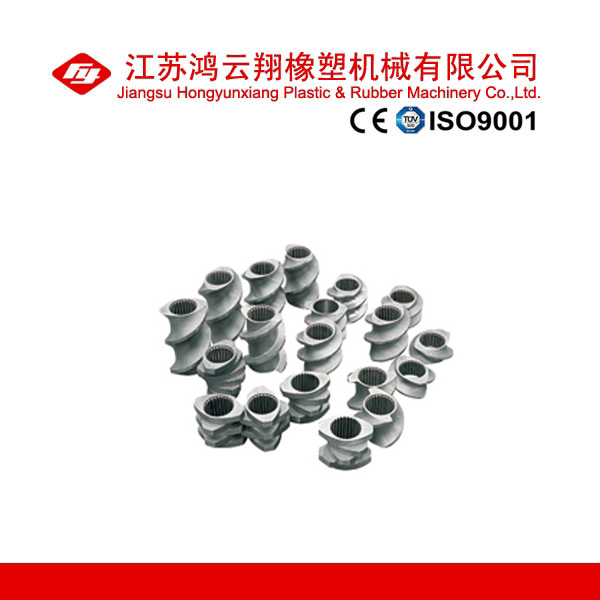
临海优质PVC电缆料造粒机厂家
关于单螺杆和双螺杆的区别首先是概念的区别:1、单螺杆塑料造粒机造粒机的主机料筒采用电加热,水冷却自动控制机筒温度。螺杆芯部可通水冷却,控制螺杆温度。机头装有测试熔温熔压的压力传感器。滚刀切粒机、造粒辅机、旋转刀片由交流调速电机驱动,变频调速、离心脱水机、 卧室振动筛、风送储料桶等组成。2、主要用于橡塑和工程树脂的填充、共混、改性、增加、氯化、聚丙烯和高吸水性树脂的加工;可降解母粒、聚酰胺缩聚 、聚氨脂加聚反应的挤出;碳粉、磁粉的造粒,电缆用绝缘料、护套料、低烟无卤阻燃型PVC电缆料及各种硅烷交联料的制备等,小机型主要用于科研和教学。

临海优质PVC电缆料造粒机厂家
pvc造粒机使用时的注意事项介绍:开机前,先加热约45分钟左右。把温度调高至能用手拉马达三角带,以正常的旋转方式连续拉8~10次。接着继续加热约10分钟,然后打开电源,但是由于正常生产需要持续补充热量,所以要继续加热,根据塑料的不同特性调节不同温度。塑胶制粒机在正常运行时,温度应保持稳定,不能有高低之分。放气孔附近,直至头部部位温度维持在200℃左右(指丙烯,乙烯)。进料均匀,不出现缺料现象。在启动之前,先加热大约45分钟。把温度调高至能用手拉马达三角带,以正常的旋转方式连续拉8~10次。接着继续加热大约10分钟,然后打开电源,但要继续加热,因为正常生产需要持续补充热量;根据塑料的不同特性调节不同温度。塑胶制粒机在正常运行时,温度应保持稳定,不能有高低之分。放气孔附近,直至头部部位温度维持在200℃左右(指丙烯,乙烯)。进料均匀,不出现缺料现象。机器进料速度与进料速度应配合适当。影响了该颗粒的质量和产量。停车时,主机应切断电源。取下端子(带扳手部分)封口。在下次使用之前要单独加热。
临海优质PVC电缆料造粒机厂家
相较于其他挤出机厂家生产的同类型的产品,新创意机械生产的这一设备,不仅具有很强的操作性而且效率上得到了很大的提升,减少了噪音的污染,发展前景非常的广。公司集产品的制造与研发以及销售为一体,提供一线式服务。公司内部具有专业的团队,拥有着丰富的经验和深厚的功底。同时他还为用户提供个性化的定制服务,为你打造一个独特的专属工具,单螺杆挤出机在工作的速度上是很明显的,可以节省工时,节约成本。具有很强的操作能力,操作起来方便快捷,可以让挤出的产品更加的均匀,有效地提高了挤出品的质量和使用寿命。可以让使用者随时掌握磨损情况,随时的停下或继续。