天津高性能主喂料机厂家
发布时间:2022-12-06 01:10:22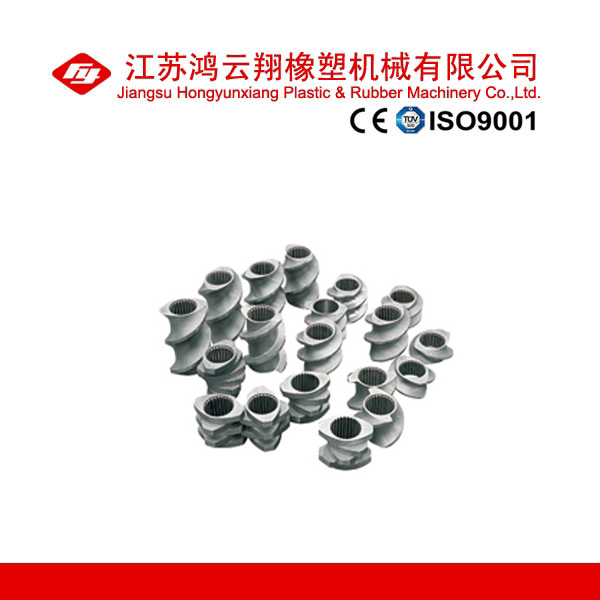
天津高性能主喂料机厂家
1.平行双螺杆挤出机自然排气口。螺杆设计:大螺距传动元件。它必须在排气口之前使用一个左旋螺杆元件以形成材料的回流并形成高压以除去挥发性杂质和气体和蒸汽。2.侧进料器进料部分。目的:向熔融的聚合物中加入合适的材料。螺杆设计:大间距输送元件,用于空腹输送。并使用小间距元件在侧进料器之前压缩材料。材质:通常添加玻璃纤维,碳纤维或填充材料等。温度:侧进料器或下一部分的桶段温度可能低于沉降温度。加热器需要继续工作。3.捏合部分(复合)。4.真空脱气口。目的:双螺杆挤出机通过泵从熔化材料中除去挥发性杂质和气体以及蒸汽。螺杆设计:大螺距传动元件。必须在排气口之前使用一个左旋螺杆元件以形成材料的回流并形成高压。装置:通过与水环水泵连接的管道。温度控制:由于吸收热量时的气体吸收,温度可能低于沉降。质量:如果真空不够,会导致颗粒发泡或含有气体。并且还可能导致材料流回到进料器和侧进料器,形成堆叠。5.测量压力部分。对材料加压并挤压。

天津高性能主喂料机厂家
一、双螺杆挤出造粒机使用500小时后,减速箱中会有齿轮磨下来的铁屑或其它杂质,所以,应清洗齿轮同时更换减速箱润滑油。二、双螺杆挤出造粒机在用一段时间之后要对挤出机进行一次全面的检查,检查所有螺钉的松紧情况。三、双螺杆挤出造粒机如果生产中突然断电,主传动和加热停止,当恢复供电时,必须将料筒各段重新加热到规定的温度并保温一段时间后方能开动挤出机。四、双螺杆挤出造粒机如发现仪表、指针的转向满度,应检查热电偶等边线的接触是否良好。
天津高性能主喂料机厂家
一、双螺杆挤出造粒机使用500小时后,减速箱中会有齿轮磨下来的铁屑或其它杂质,所以,应清洗齿轮同时更换减速箱润滑油。二、双螺杆挤出造粒机在用一段时间之后要对挤出机进行一次全面的检查,检查所有螺钉的松紧情况。三、双螺杆挤出造粒机如果生产中突然断电,主传动和加热停止,当恢复供电时,必须将料筒各段重新加热到规定的温度并保温一段时间后方能开动挤出机。四、双螺杆挤出造粒机如发现仪表、指针的转向满度,应检查热电偶等边线的接触是否良好。

天津高性能主喂料机厂家
pvc造粒机使用时的注意事项介绍:开机前,先加热约45分钟左右。把温度调高至能用手拉马达三角带,以正常的旋转方式连续拉8~10次。接着继续加热约10分钟,然后打开电源,但是由于正常生产需要持续补充热量,所以要继续加热,根据塑料的不同特性调节不同温度。塑胶制粒机在正常运行时,温度应保持稳定,不能有高低之分。放气孔附近,直至头部部位温度维持在200℃左右(指丙烯,乙烯)。进料均匀,不出现缺料现象。在启动之前,先加热大约45分钟。把温度调高至能用手拉马达三角带,以正常的旋转方式连续拉8~10次。接着继续加热大约10分钟,然后打开电源,但要继续加热,因为正常生产需要持续补充热量;根据塑料的不同特性调节不同温度。塑胶制粒机在正常运行时,温度应保持稳定,不能有高低之分。放气孔附近,直至头部部位温度维持在200℃左右(指丙烯,乙烯)。进料均匀,不出现缺料现象。机器进料速度与进料速度应配合适当。影响了该颗粒的质量和产量。停车时,主机应切断电源。取下端子(带扳手部分)封口。在下次使用之前要单独加热。